Dr. Leonhard Mayrhofer
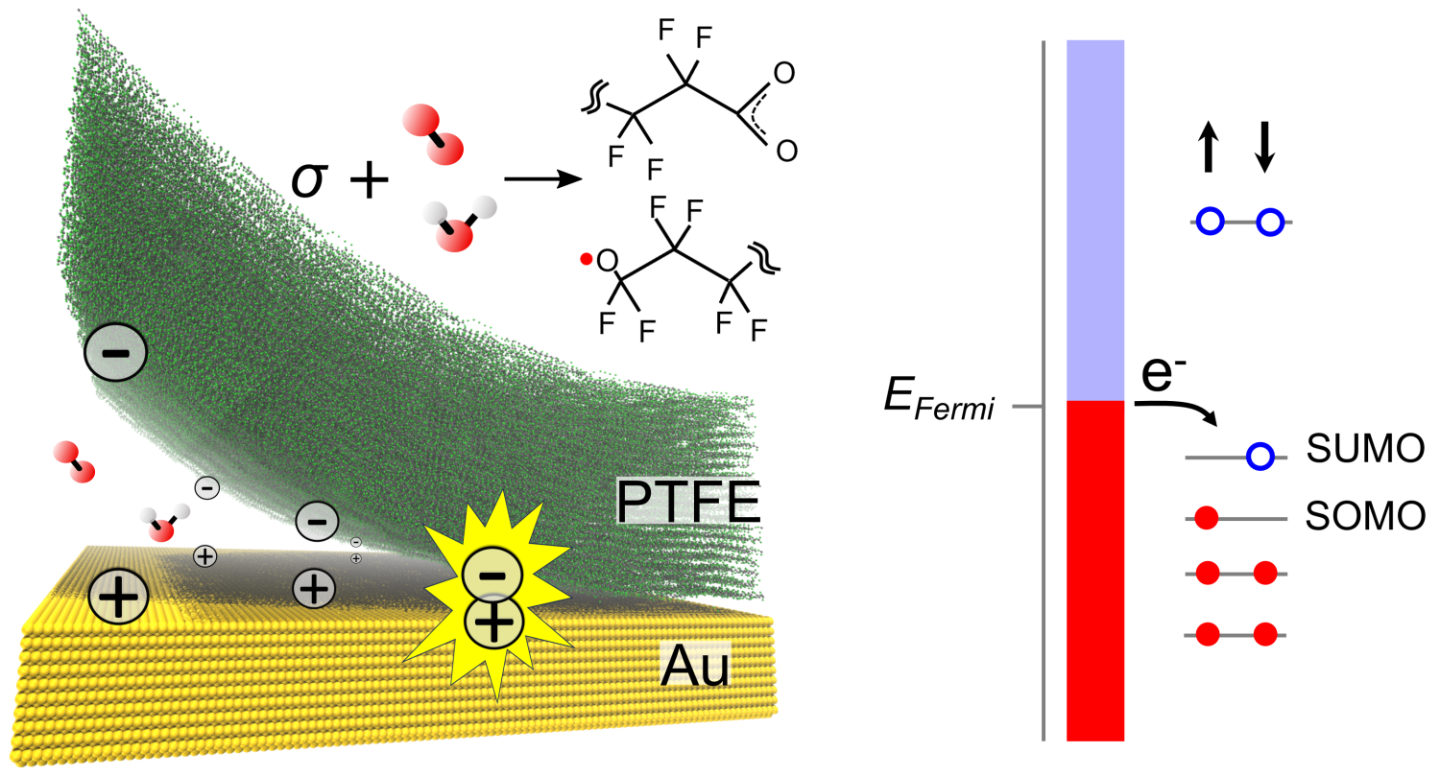
Triboelektrische Aufladung gehört zu den ältesten Phänomenen der Physik – ihr Mechanismus ist jedoch noch immer umstritten und in vielen Fällen nicht verstanden. Dabei ist nicht einmal klar, ob Elektronen, Ionen oder geladene Materialfragmente für die Aufladung verantwortlich sind. Ein Team am MikroTribologie Centrum µTC hat nun mit DFT- und präziseren GW‑Rechnungen aufgeklärt, wie PTFE im Kontakt mit Gold durch Elektronentransfer negativ geladen wird [1]. Der Schlüssel hierbei sind Mechanoradikale im tribologischen Kontakt, die eine sehr Elektronenaffinität aufweisen, sobald sie mit Sauerstoff- und/oder Wassermolekülen aus der Umgebung reagieren.
Zunächst wurden atomistische Gold/PTFE‑Grenzflächen mit der Dichtefunktionaltheorie (DFT), dem Arbeitspferd für die Simulation der elektronischen Struktur in der Materialwissenschaft untersucht. Die Paarung Gold/PTFE wurde gewählt, da Gold aufgrund der geringen Neigung zur Oxidation einfach zu modellieren ist und PTFE dafür bekannt ist, sich im Kontakt mit praktisch allen anderen Materialien negativ aufzuladen. Allerdings zeigte sich schnell, dass konventionelle DFT-Rechnungen bei Ladungstransferprozessen an ihre Grenzen stoßen, indem sie z.B. zwischen Au und Mechanoradikalen in PTFE einen nur teilweisen Elektronentransfer vorhersagen, obwohl physikalisch nur ganzzahlige Übergänge sinnvoll sind.
Daher wurde im Rahmen der Studie - vermutlich zum ersten Mal im Kontext der Tribologie - die wesentlich genauere, aber äußerst rechenintensive GW-Methode eingesetzt. Die GW-Methode berücksichtigt systematisch Quanteneffekte wechselwirkender Elektronen, die über die Standard-DFT hinausgehen. Mit ihrer Hilfe konnten nun diejenigen Radikale im Teflon identifiziert werden, welche hinreichend elektronenaffin sind, dass sie zu einer negativen Aufladung führen. Dies sind insbesondere O-zentrierte Alkoxy‑ und Carboxylat‑Endgruppen, während Mechanoradikale, die direkt durch mechanischen C-C-Bindungsbruch der PTFE-Ketten entstehen keine große Neigung zur Elektronenaufnahme besitzen.
Wie sich herausstellt, ist die Umgebungschemie entscheidend zur Bildung der elektronaffinen Radikale: Berechnete Reaktionspfade zeigen, dass die ursprünglich durch C-C-Bindungsbruch erzeugten Mechanoradikale in Anwesenheit von O2 bzw. H2O schnell über Zwischenstufen zu Alkoxy‑ bzw. Carboxylat‑Gruppen oxidieren – plausibel unter Umgebungsbedingungen.
Ein einfaches Modell erklärt zudem die Ladungserhaltung beim Auseinanderziehen: Durch die Kontaktseparation baut sich ein elektrisches Feld auf, das die statische Aufladung energetisch ungünstig werden lässt. Allerdings passiert dies erst bei einer Kontaktweite von einigen 10 nm, bei welcher quantenmechanisches Rücktunneln ausgeschlossen ist: die Aufladung bleibt bestehen.
Fazit: Die starke negative Triboelektrizität von PTFE beruht primär auf den elektronischen Eigenschaften oxidierter Mechanoradikale. Das Verständnis eröffnet Hebel zur gezielten Ladungssteuerung durch Defektchemie und Atmosphärenkontrolle – relevant für triboelektrische Nanogeneratoren (TENGs), Antistatik und Prozesssicherheit. Eine erste Arbeit, welche die Triboelektrizität gezielt durch geeignete Funktionalisierung von Goldoberflächen mit organischen redox-aktiven Molekülen einstellt, wurde kürzlich zusammen mit der Universität Freiburg veröffentlicht [2].
[1] Leonhard Mayrhofer, Mejdeddine Mokhtar, Michael Walter, Michael Moseler, Oxidized Mechanoradicals Drive Triboelectricity in Polytetrafluoroethylene: A First Principle Understanding, J. Phys. Chem. C 129, 43, 19592–19607 (2025). https://doi.org/10.1021/acs.jpcc.5c05695
[2] Nisha Ranjan et al., Contact Electrification via Redox‐Active Molecules, Angew. Chem. Int. Ed. 65, e10031 (2026). https://doi.org/10.1002/anie.202510031
nach oben